アルミのお役立ち情報
Column
2026.5.6
大阪でのアルミ深絞り加工ガイド|企業の成功を支える重要ポイント
大阪でのアルミ深絞り加工を考える企業向けに、基本知識から加工会社選定のコツまでをわかりやすく解説。品質とコストの両立を目指した成功の秘訣を紹介します。
アルミの深絞り加工を大阪で任せたいが、どこに相談すべきか、コストや品質は問題ないか、と悩む企業は多くあります。この記事では、アルミ深絞り加工の基礎から他工法との違い、設計・素材選定のポイント、大阪エリアで外注する際のチェック項目までを整理します。最後に、インパクト加工など周辺工法も含めて、ものづくり課題をどのように解決できるかをまとめます。
1. アルミの深絞り加工を大阪で検討する企業向けガイド
1.1 アルミ深絞り加工の基礎知識と特徴を整理
アルミの深絞り加工は、平板のアルミ材を金型とパンチで押し込み、底のある筒状・箱状形状に成形する塑性加工です。
材料を削り取るのではなく塑性変形だけで形状を作るため、材料歩留まりが高く、軽量化にもつながる工法です。
一方で、アルミは鋼材と比べて伸びやすい反面、加工硬化や割れが起こりやすく、深絞りでは絞り比・板厚・潤滑・金型設計などの条件出しが重要になります。特に深さが大きくなるほど、絞り途中の「しわ」や「割れ」を抑えるための工程分割や、ビード・ブランク形状の調整が求められます。
アルミ深絞りは、切削や鋳造と比較して、薄肉・高強度・狭公差を両立しやすく、同一形状を大量に生産するほどコストメリットが出やすいのが特徴です。ただし、初期の金型投資や試作段階での条件出しには一定の時間とコストがかかるため、用途やロットに応じた検討が欠かせません。
1.2 アルミ深絞り加工が使われる代表的な製品と用途
アルミ深絞り加工は、軽量かつ耐食性に優れる特性を活かし、さまざまな業界で採用されています。代表的な用途を整理すると、どのような製品に向いているかが見えてきます。
・自動車部品(モーターハウジング、センサーケース、燃料関連部品など)
・電機・電子機器筐体(シールドケース、コネクタハウジング、バッテリーケースなど)
・産業機器・FA機器部品(油圧・空圧関連のカバー、エンドキャップなど)
・家電・住設部品(照明器具の反射板、装飾カバー、給湯・空調関連部品など)
・医療・理化学機器(容器、カバー、分析装置の内部パーツなど)
・食品・日用品(特定用途の容器、ケース、化粧品容器の一部など)
これらに共通するのは、「薄肉のまま強度を確保したい」「軽量化が重要」「寸法精度や外観品質を安定させたい」といったニーズです。大阪周辺では、自動車・産業機器・電機向けの需要が特に多く、既存部品のコストダウンや海外調達品の国内置き換えを目的に、深絞りの再検討が行われるケースも増えています。
1.3 大阪エリアでアルミ深絞り加工先を探す企業のよくある悩み
大阪エリアには金属加工会社が多数ありますが、アルミ深絞りを安定して任せられる先を探すのは簡単ではありません。よくある悩みとして、まず「アルミの深絞りを本当に得意としているのか見極めが難しい」という点があります。プレス加工全般を扱っていても、アルミ特有のトラブルや高精度要求に十分対応できるかは別問題です。
次に多いのが、見積り段階での金型費・量産単価・追加工のイメージが持ちにくく、社内での投資判断がしづらいという声です。特に、試作と量産を分けて依頼したい場合や、設計段階から相談したい場合に、どこまで対応してもらえるのか不明瞭だと、検討が進みにくくなります。
さらに、海外調達から国内への切替を検討している企業では、「単価は上がっても品質とリードタイムの安定を優先したい」というニーズと、「社内のコスト削減目標」との板挟みになるケースも少なくありません。こうした背景から、大阪近郊でアルミ深絞りに実績があり、設計・素材・周辺加工まで含めて相談できるパートナーを求める企業が増えています。
2. アルミ深絞り加工の仕組みと他工法との違い
2.1 アルミ深絞り加工の工程フローと押さえるべきポイント
アルミ深絞り加工の基本的な流れは共通していますが、製品形状や精度要求によって工程の組み方や押さえるべきポイントが変わります。一般的なフローを整理すると、検討しやすくなります。
1,素材選定・ブランク形状検討
2,金型設計・製作
3,試作トライ(条件出し・形状確認)
4,量産立ち上げ(絞り・中間工程・仕上げ加工)
5,検査・出荷
素材選定とブランク検討では、板厚や材質、潤滑条件を含めて、どこまで一工程で絞るかを見極めることが重要です。ここで無理をすると、割れや耳、板厚ムラなどの不良が増えます。試作トライでは、絞り比やしわ押さえ力の調整、必要に応じた再絞り・整形工程の追加など、量産を見据えた条件出しを行います。
量産立ち上げ段階では、金型のメンテナンス性や、後工程(穴あけ・切削・溶接など)との流れも含めてライン設計を行うことが、安定生産のカギになります。
2.2 プレス加工・鍛造・切削との違いと深絞りを選ぶ判断軸
アルミ部品を製造する際には、深絞り以外にもプレス、鍛造、切削、鋳造、押出など多くの工法があります。その中で深絞りを選ぶかどうかは、「形状」「ロット」「必要特性」のバランスで判断します。
同じプレス加工でも、単純な曲げ・打ち抜き中心の部品であれば、深絞り金型を用意する必要はありません。一方で、底付きの筒・カップ・箱形状で、薄肉かつ強度を確保したい場合には、深絞りの優位性が出ます。鍛造や鋳造は肉厚で強度の高い部品に向きますが、仕上げ切削が前提となり、総コストがかさむことがあります。
切削加工は形状自由度が高く、小ロットでも対応しやすいですが、材料ロスと加工時間の影響を受けやすく、量産には不利です。
深絞りは「同一形状を中〜大ロットで量産し、材料歩留まりとサイクルタイムを重視する」部品で検討価値が高い工法といえます。
2.3 深絞り加工で起こりやすい不良と事前対策の考え方
アルミの深絞りでは、「割れ」「しわ」「耳」「板厚ムラ」「寸法ばらつき」などの不良が発生しやすくなります。これらは、材料特性、板厚、潤滑、金型形状、しわ押さえ力、絞り比などが複合的に影響して起こるため、事前の対策設計が欠かせません。
割れ対策としては、絞り比を適正範囲に収める、R形状を緩やかにする、加工硬化を抑えるための工程分割を行うなどが基本となります。しわや耳に対しては、ブランク形状の最適化やしわ押さえ力の調整が効果的です。板厚ムラや寸法ばらつきは、材料ロットの管理や金型メンテナンス、潤滑状態の安定化で抑えます。
重要なのは、量産前の試作段階で、不良モードを想定したうえで評価項目と限度基準を明確にすることです。
大阪エリアで外注する場合も、図面だけでなく、使用条件や許容範囲を共有しておくと、加工側での事前対策や提案がしやすくなります。
3. アルミ深絞り加工で失敗しないための設計と素材選定
3.1 深絞りに適したアルミ材質と板厚を検討する視点
アルミ深絞りでは、材質と板厚の選定が成形品質を大きく左右します。一般的には加工性に優れた展伸材系合金が使われ、焼なまし状態や調質条件も重要な検討要素です。板厚は強度・重量・加工性のバランスで決まり、厚すぎると割れやしわの原因になり、薄すぎると破断や変形のリスクが高まります。
また、使用環境や後工程との相性、必要な導電性・熱伝導性も素材選定の判断基準となります。設計段階から加工会社と相談し、機能性と加工性の両立を目指すことが重要です。
材質・板厚検討の主なチェックポイント
・展伸材系アルミ合金と調質条件の選定
・強度・重量・加工性のバランス確認
・厚すぎ・薄すぎによる成形リスクの把握
・溶接や表面処理など後工程との相性
・温度・腐食環境や導電性・熱伝導性の要件
設計初期から加工視点を取り入れることで、試作回数やコストの削減につながります。
3.2 深絞り形状設計で押さえたい寸法・R・公差の考え方
深絞り形状の設計では、機能要求と加工性のバランスを取ることが重要です。特に底部やコーナー部のR形状、立ち上がり部の長さ、公差設定が成形品質に大きく影響します。Rを小さくしすぎると材料流動が阻害され割れが発生しやすくなり、ストレート長さが短すぎるとしわや耳が出る可能性があります。
また、過度に厳しい公差は金型精度や検査工数を増やし、コストアップにつながります。重要寸法と調整可能な部分を分けて設計することで、現実的な加工提案を受けやすくなります。
形状設計時に意識したいポイント
・底R・コーナーRは適切な大きさを確保
・立ち上がり部の長さと板厚変化を考慮
・必須寸法と許容可能寸法の優先順位付け
・公差設定は必要最小限にする
・加工会社と早期に形状検討を行う
加工側と設計意図を共有することで、品質とコストのバランスが取りやすくなります。
3.3 小ロット試作と量産で変わる金型・コストの考え方
アルミ深絞りでは、試作と量産で求められる金型仕様やコスト構造が変わります。ここを整理しておかないと、見積り比較や社内稟議の段階で混乱しがちです。
試作段階では、量産金型を作り込む前に、形状・強度・公差の妥当性を確認したいケースが多くなります。その際には、簡易金型や汎用金型の流用、もしくは近似形状を他工法で確認するなど、いくつかの選択肢が考えられます。一方で、量産段階に移行する際には、耐久性やメンテナンス性を重視した金型設計が必要です。
・試作:金型費を抑えつつ、短納期で形状確認や条件出しを優先
・量産:サイクルタイム・金型寿命・自動化対応などを重視
・共通:将来の仕様変更や追加工の可能性も踏まえて検討
小ロット試作での判断を、そのまま量産コストのイメージとして捉えてしまうと、投資判断を誤ることがあります。
大阪で加工先を選ぶ際は、「試作用」「量産用」の見積りや工程案を分けて提示してもらうと、長期的なコストが見えやすくなります。
4. アルミ深絞り加工を大阪で外注するときのチェックポイント
4.1 加工会社選定で確認したい技術力・設備・対応範囲
大阪でアルミ深絞り加工を外注する場合、会社の規模やネームバリューだけでなく、実際の技術力と対応範囲を見極めることが重要です。特に、アルミ特有の深絞り実績がどの程度あるか、どこまで一貫対応できるかが鍵になります。
まず確認したいのは、「どの程度の絞り深さ・板厚・製品サイズまで対応した実績があるか」「難易度の高い形状や難加工材への取り組みがあるか」といった点です。加えて、プレス機・インパクト加工機・各種金型設備など、保有設備の内容と、社内で完結できる工程範囲も確認しておきたいところです。
さらに、設計段階からの図面検討やVA・VE提案が可能かどうかも、長期的なパートナー選定では重要なポイントになります。
板金、切削、溶接、表面処理までトータルで相談できる会社であれば、工程間の調整負荷を減らしやすく、品質責任の所在も明確にしやすくなります。
4.2 価格・納期・品質をバランス良くコントロールするコツ
外注先を選ぶ際、多くの企業が重視するのが「価格・納期・品質」のバランスです。この三つはトレードオフの関係になりがちですが、設計や段取りを工夫することで、無理なくバランスを取ることができます。
まず、価格面では、金型費と量産単価を分けて捉えることが大切です。初期投資を抑えたい場合は、金型仕様を簡素化したり、将来の仕様追加を見据えた設計にするなど、協議の余地があります。納期に関しては、図面確定のタイミング、素材手配、金型製作期間などの前工程を含めたリードタイムを共有し、無理のないスケジュールを組む必要があります。
品質面では、要求事項を過不足なく伝えることが、結果的にコストと納期の安定にも直結します。全てを「限界仕様」で要求するのではなく、機能に直結する重要項目と、ある程度の幅を許容できる項目を切り分けて指定することで、加工条件の自由度が増し、結果として安定生産とコスト抑制につながることが少なくありません。
4.3 国内外調達を比較するときのコストとリスクの違い
海外調達と国内調達を比較する際には、単純な単価だけでなく、総コストとリスクを俯瞰して見る必要があります。アルミ深絞りのような量産部品でも、調達リードタイムや品質トラブル時の対応力など、見えにくい要素が影響します。
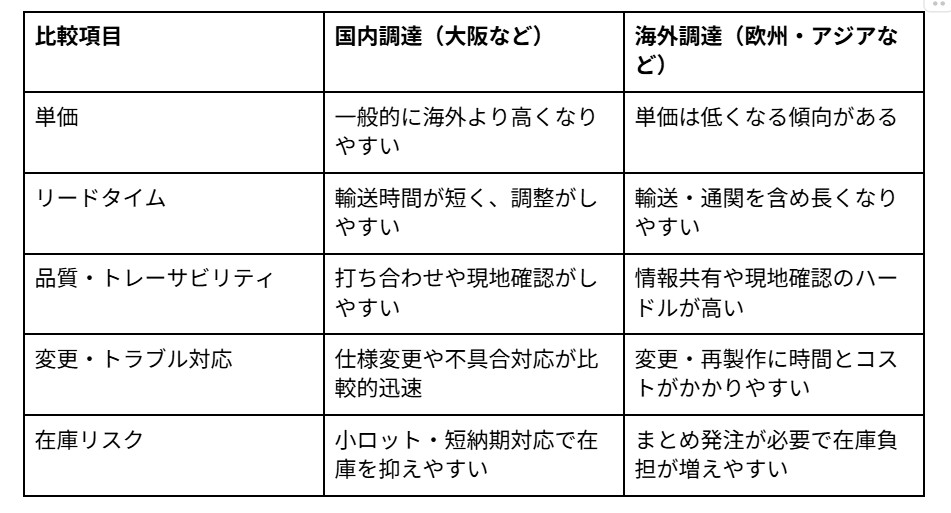
海外調達は単価メリットがある一方で、輸送コスト・在庫負担・為替リスク・コミュニケーションコストなどを含めると、トータルでは必ずしも安くならないケースもあります。
特に、品質安定性と短納期対応が重要な部品では、国内調達に切り替えることで、結果として総コストを抑えられる場合もあるため、自社の優先順位に沿って比較検討することが大切です。
5. アルミ深絞り加工とインパクト加工・周辺工法の活用
5.1 インパクト加工を活かした深絞り相当形状の量産メリット
深絞りに近い筒状形状を成形できる工法として、インパクト加工があります。これは冷間鍛造の一種で、素材を高速で押し出しながら成形することで、高精度な底付き部品を短時間で量産できる点が特徴です。深絞りに比べてサイクルタイムが短く、大量生産に向く場合があり、材料流動の制御によって肉厚分布の調整もしやすくなります。一方で、対応可能な形状や初期金型費などは異なるため、深絞りとの役割分担を設計段階で検討することが重要です。
インパクト加工を採用するメリット
・高速成形による量産性の向上
・冷間加工による高い強度特性
・肉厚分布のコントロールが可能
・一体成形による工程削減の可能性
・深絞りとの工法比較で最適設計ができる
工法の特徴を理解し、深絞りとの使い分けを考えることが量産成功のポイントになります。
5.2 溶接・切削・穴空け・曲げなど一貫加工で得られる効果
アルミ部品は、深絞りやインパクト加工だけで完成することは少なく、溶接・切削・穴空け・曲げ・表面処理などの工程を組み合わせて仕上げられます。一貫加工体制が整っている企業であれば、工程間の段取りや輸送が減り、納期管理や品質管理がシンプルになります。また、前後工程を見据えた設計調整が可能になり、「溶接を考慮した板厚設定」や「切削仕上げを前提とした公差設計」など、全体最適を意識した製造がしやすくなります。
一貫加工体制による主な効果
・工程間の輸送や調整コストの削減
・納期管理・品質管理の一元化
・前後工程を見据えた設計最適化
・トラブル時の原因特定がしやすい
・協力工場との連携による柔軟な対応
加工工程をまとめて検討することで、調達側の負担と製造リスクを大きく減らすことができます。
5.3 大ロット量産と試作品製作の進め方と社内工数削減のポイント
大ロット量産と試作品製作では、求めるスピード感や社内の関与度合いが異なります。これを整理しておかないと、担当者の工数が膨らみ、プロジェクト全体のリードタイムにも影響が出てしまいます。
1,試作段階では、仕様の詰めと条件出しに集中し、フィードバックのサイクルを早く回す
2,量産段階では、量産図面・検査基準・品質フローを明確にし、変更点を最小限に抑える
3,両段階での窓口や情報共有方法を統一し、社内と加工会社の役割分担を明確にする
試作では設計と加工の対話が重要になるため、オンライン打ち合わせや試作品レビューの場を計画的に設定しておくと、手戻りが減ります。量産移行時には、図面・仕様の「最終版」を明確化し、関係部署への展開と教育を行うことで、問い合わせやトラブルを減らせます。
社内工数を削減するには、「どこまでを社外パートナーに任せるか」を早い段階で決め、設計支援や材料選定、工程設計といった上流工程から関与してもらうことが有効です。
大阪でアルミ深絞りを扱う企業の中には、こうした上流支援を積極的に行うところもあり、長期的な開発パートナーとして機能するケースも見られます。
6. 大阪でアルミ深絞り加工を依頼するなら昭和軽金属工業
6.1 価格高騰・品質不安・難加工などどんな悩みに向いているか
昭和軽金属工業株式会社は、大阪府大東市を拠点とするアルミ加工専門メーカーとして、創業以来、さまざまなアルミ部品の加工に取り組んできました。約10万種類におよぶ製品実績を背景に、
単なる図面通りの加工にとどまらず、価格高騰・品質不安・難加工といった企業の悩みに対して具体的な解決策を提案できるのが特徴です。
・材料費や海外調達品の価格高騰に悩み、コスト構造を見直したい企業
・ロットごとの品質ばらつきや納期遅延に不安を感じ、安定供給先を求めている企業
・他社で断られた形状・材質の深絞りやインパクト加工を検討している企業
・大ロット量産と試作の両方について、まとめて相談できるパートナーを探している企業
昭和軽金属工業では、アルミ深絞り単体の相談だけでなく、その前後の工程や使用用途まで踏み込んだ提案を行っているため、「図面通りに作るだけではコスト・品質の目標を達成できない」と感じている場合にも相談しやすい体制があります。
6.2 インパクト加工をはじめとするアルミ加工技術の強み
昭和軽金属工業は、インパクト加工を中心に多様なアルミ加工技術を社内で一貫対応できる点が強みです。鍛造・板金・絞り・ヘラ絞り・溶接・切削・曲げ・表面処理までをワンストップで扱うことで、工程間の調整負荷を抑えながら最適な工法選定が可能になります。インパクト加工では量産スピードとコスト提案に強みがあり、深絞り相当形状でも他工法との組み合わせにより品質安定とコスト最適化を目指せます。難加工材への対応や形状見直しの提案も行っています。
昭和軽金属工業の主な技術的強み
・インパクト加工を軸にした多様なアルミ加工技術
・鍛造・板金・溶接・切削などの一貫対応体制
・工法組み合わせによるコスト最適化提案
・難加工材や高精度案件への対応力
・材料選定や形状見直しを含めた技術提案
幅広い加工手法を持つことで、用途や数量に合わせた最適解を導きやすくなります。
6.3 初めてのアルミ深絞り相談でも進めやすいサポート体制
昭和軽金属工業は、アルミ加工を初めて本格的に検討する企業や、海外から国内への切り替えを進めたい企業に対しても、進めやすいサポート体制を整えています。素材選定から加工、販売までワンストップで対応しているため、相談の入り口をどこに置くかで悩む必要がありません。
打ち合わせでは、図面や仕様書だけにとどまらず、最終的な使用用途や求める機能、現状抱えている課題をヒアリングしたうえで、工法や形状の見直しも含めた提案を行っています。これにより、単純な加工見積もりだけでは見えにくい、長期的なコストや安定供給の観点からも検討がしやすくなります。
欧州で外注している加工を国内に切り替えたい場合や、既存品のコスト・品質改善を図りたい場合にも、これまでの実績を踏まえた具体的な検討が可能です。
アルミ深絞りやインパクト加工で「どこから手をつけるべきか分からない」と感じている企業にとって、設計・素材・工法をまたいだ伴走型のサポートが受けられる点は、大きなメリットといえます。
7. アルミ深絞り加工で大阪のものづくり課題を解決するためのまとめと次の一歩
アルミ深絞り加工は、薄肉・軽量・高強度・高精度といった要件を満たしつつ、中〜大ロットでのコストメリットも期待できる工法です。その一方で、材質選定、板厚、形状設計、金型仕様、周辺工程との連携など、検討すべき項目が多く、経験やノウハウの有無が成果を大きく左右します。
大阪エリアで外注先を探す際には、深絞りやインパクト加工の実績だけでなく、設計段階からの提案力や一貫加工体制、国内外調達に関する知見を持つパートナーを選ぶことが重要です。
価格・納期・品質のバランスをとりながら、自社のものづくり課題を中長期的に解決していくには、単なる「加工代行」ではなく、「開発・生産のパートナー」として伴走できる存在が欠かせません。
まずは、自社が抱えている課題や優先順位(コストなのか、品質なのか、リードタイムなのか)を整理し、現行部品や新規開発案件の中から、深絞り・インパクト加工への適用可能性が高いものをピックアップしてみてください。そのうえで、大阪のアルミ加工パートナーに相談し、材質や形状、工法を含めた最適化の余地を検討することが、次の一歩となります。
アルミ加工の頼れるパートナー、昭和軽金属工業
ワンストップソリューションを提供する当社は、高品質かつ低コストを実現するインパクト加工技術で、貴社のニーズに応じた最適なアルミ製品を提供します。特に深絞り加工においては、幅広い実績を誇り、品質とコストでお客様を支えます。
https://www.showa-keikin.co.jp/
監修者

- 取締役社長
中 保博
昭和軽金属はアルミの加工だけにとどまらないご相談を大切にしています。
設計通りに加工することは簡単です。
その背景にある、お客さまがアルミを加工したい目的はなにか、どのようなカタチで最終品として使われるのか、どうしたら便利に利用されるか。
アルミ加工+「X」を考えてお話することで、お客さまや消費者さまの「!」を生み出します。