アルミのお役立ち情報
Column
2026.5.11
インパクト加工と切削加工のコスト境界線を見極める方法
インパクト加工と切削加工では、製品の形状や寸法、ロット数に応じてコストが異なります。この記事では、両加工法の基本や得意分野を整理し、最適なコスト実現のための判断基準を示します。
インパクト加工と切削加工は、どちらもアルミ加工でよく使われる工法ですが、形状・ロット・精度要求によって「どちらが圧倒的に安くなるか」の境界線が大きく変わります。この記事では、インパクト加工と切削加工の特徴やコスト構造を整理しながら、どのような条件で加工方法を切り替えるべきかを解説します。アルミ部品のコストダウンを検討している設計・調達担当の方が、社内で判断しやすくなることを目指します。
1. インパクト加工と切削加工でコストが変わる背景を整理する
1.1 アルミ加工の代表工法であるインパクト加工と切削加工の基本を理解する
インパクト加工は、素材に衝撃力を与えて塑性変形させる方法で、薄肉の筒やケースなどを連続成形できます。
・素材を削らず歩留まりが高い
・量産時の材料ロスが少ない
・初期投資として金型と設備が必要
一方、切削加工は金型不要で設計変更に柔軟、少ロットや試作向きですが、量産では材料ロスやコストが増えやすい点に注意が必要です。
1.2 加工コストを構成する要素とアルミ加工特有の注意点を押さえる
インパクト加工と切削加工のどちらが安いかを判断するには、コストを分解して考える必要があります。特にアルミ加工では、素材ロスやバリ・変形対策など、他材質とは異なるポイントがコストに効いてきます。
・材料費(素材歩留まり、材料形状、単価ランク)
・加工費(機械チャージ、生産サイクルタイム、段取り時間)
・治工具・金型費(インパクト金型、プレス金型、治具費の償却)
・品質関連コスト(精度維持のための追い込み工数、測定・選別費)
・不良・手直しリスク(割れ・歪み・バリの発生確率と対策費)
アルミは熱伝導率が高く、切削時に工具摩耗や溶着が起きやすい一方で、塑性変形しやすくインパクト加工に適した性質を持ちます。そのため、同じ形状でも加工方法次第で材料費と加工費のバランスが大きく変わる点に注意が必要です。まずは自社の製品がどの要素でコストを多く消費しているかを見える化すると、最適な工法選定につながります。
1.3 インパクト加工と切削加工の得意分野と不得意分野を見極める
インパクト加工は、底付き筒形状やカップ形状、段付きのケースなど、軸対称で引き伸ばし方向が明確な形状を得意とします。薄肉で軽量化された部品でも、塑性流動をうまく設計すれば一工程で成形できる場合があります。一方で、複雑な三次元形状や深い溝、局所的なボス形状などは、インパクトだけで完結させるのが難しく、後加工を組み合わせる前提になることが多いです。
切削加工は、段差や溝、テーパー、ねじ、平面と曲面が混在する複雑形状にも対応しやすく、設計自由度が高いのが強みです。しかし、削り代が多い肉厚形状や、長尺の薄肉パイプ状などは、変形やビビりの管理が難しく、工数もかかります。アルミの場合、切り粉の処理や工具選定を誤ると加工安定性が損なわれやすくなります。どの形状をどこまでインパクトで作り、どこから切削で仕上げるかという分担を意識しておくと、全体最適の発想がしやすくなります。
2. インパクト加工と切削加工のコスト境界線をどう見極めるか
2.1 製品形状と寸法条件から見るインパクト加工と切削加工の適用範囲
製品形状と寸法条件が、インパクト加工のコスト優位性を左右します。
・絞り比や高さ/径比、肉厚分布が許容範囲なら、金型費を加味してもトータルコストで切削を下回ることが多い
・中空・薄肉・深絞り形状は材料ロス減とサイクル短縮の効果が大きい
・段差や厚肉が多い部品は、粗形状をインパクト、仕上げを切削のハイブリッドが現実的
図面上で「成形可能範囲」を切り分けることが、工法選定の第一歩です。
2.2 ロット数とリードタイムがインパクト加工と切削加工コストに与える影響
ロット数とリードタイムは、インパクト加工と切削加工のコスト境界線を左右する大きな要素です。特に金型費や段取り時間の償却をどう考えるかで、判断が変わります。
・ロット数が少ない・設計変更が頻繁
・中〜大ロットで、形状がある程度固定
・急な短納期対応が必要なケース
1の場合、金型投資の回収が難しく、柔軟性の高い切削加工が適します。設計変更が多いと、金型改造や作り直しが負担になるためです。2のように中〜大ロットで形状が固まっている場合、インパクト加工の一発成形によるサイクルタイム短縮と材料歩留まり向上が、金型費を上回るメリットを生みやすくなります。3では、初期は切削で立ち上げ、量産フェーズでインパクトへ切り替える二段構えを検討することが多く、リードタイムとコストのバランスを時系列で考えることがポイントです。
2.3 精度要求と仕上げ品質が変えるインパクト加工と切削加工の選択基準
加工方法の選択では、寸法公差や面粗さ、真円度・同軸度などの要求レベルも重要な判断軸になります。インパクト加工だけで高精度を出すには、金型精度や潤滑、材料ロットのばらつき管理がシビアになり、条件出しにも時間を要します。その一方で、粗形状をインパクトで作り、要所のみ切削で仕上げる設計とすれば、トータル工数を抑えながら必要な精度を確保しやすくなります。
切削加工は、最終仕上げとして高精度な寸法・面粗さを出しやすく、測定・補正のサイクルを回しやすいのが強みです。ただし、全体を切削で削り出すと、精度を追い込むための加工パスや加工時間が増え、コスト増につながります。
「どの面・どの寸法に高精度が必要か」を図面上で明確にし、その他の部分は成形精度で許容する設計に変えられないかを検討することで、インパクト加工との組み合わせ効果を引き出しやすくなります。
3. アルミ加工のコストダウン手法の全体像を押さえる
3.1 設計段階で見直したい寸法公差や形状仕様の考え方
設計段階で寸法公差や形状仕様を見直すことが、アルミ加工のコストダウンに直結します。
・厳しい公差はインパクト加工での金型調整負荷や、切削加工での仕上げ工数を増加
・機能に直結する箇所だけを重点管理し、それ以外は標準精度で許容
・段差や複雑曲面を簡略化すると、金型構造や切削パスを短縮可能
「作りやすさ」を意識した図面設計が、後工程全体のコスト構造を大きく変えます。
3.2 材質選定と板厚・肉厚設計によるアルミ加工コスト最適化のポイント
アルミの材質と板厚・肉厚設計も、インパクト加工と切削加工のどちらが有利になるかを左右します。強度や導電性だけで材質を選ぶと、加工性が悪くなり、結果として工数増や不良増につながることがあります。
・加工性と強度のバランスを考えた合金系の選定
・インパクト加工で成形可能な肉厚・肉厚分布を前提にした設計
・切削加工での変形・ビビりを抑えやすい板厚・支持条件の検討
・共通化できる材料寸法・板厚を増やして購買・在庫を効率化
インパクト加工では、薄肉にしすぎると割れやシワのリスクが増し、逆に厚肉すぎると必要以上に成形荷重・トリミング量が増えます。切削加工でも、肉厚が過剰だと削り代が増えて工数に跳ね返ります。
材質と肉厚をセットで見直し、「インパクト成形しやすく、かつ切削仕上げもしやすい」領域を探ることが、トータルコスト最適化の鍵になります。
3.3 工程集約と一貫生産によるムダ削減と品質安定の効果
アルミ加工のコストダウンでは、個々の工程単価を下げるだけでなく、全体の工程設計を見直すことも重要です。インパクト加工の特長は、一工程で複数の加工を兼ねられる可能性がある点にあります。絞り・段形成形・底成形などを一体で行えるため、素材切断や荒加工、部分的なプレス工程を省略できる場合があります。
また、インパクト加工から切削・熱処理・表面処理までを一貫して見通せる体制であれば、前後工程を踏まえた形状提案や公差配分がしやすくなります。工程間の搬送・段取りのムダが減るだけでなく、前工程のばらつきを後工程でどこまで吸収できるかを見込んだ設計が可能です。工程集約と一貫生産によって、コスト削減と品質安定を同時に実現しやすくなるため、加工方法の選定とあわせて、工程全体の組み立ても検討する価値があります。
4. 切削加工からプレス加工・インパクト加工へ切り替えるメリット
4.1 切削加工のままだとコスト高になりやすい典型パターンを把握する
切削加工は柔軟ですが、条件次第で大きなコスト負担につながります。
・中空・薄肉形状では素材の大半が切り粉となり、材料費と加工時間が増加
・量産品で治具付け替えや段取り替えが多いと、トータル工数が膨張
・厳しい公差や仕上げパスの重ねによりサイクルタイムが延長
こうした製品は、プレスやインパクト加工への切り替えで、材料ロスと工数の両方を削減できる可能性があります。
4.2 切削加工からプレス加工へ切り替えた場合のコストと品質の変化
切削加工からプレス加工に切り替えるときは、金型費や形状制約と引き換えに、単価低減や品質安定が期待できます。代表的な変化を整理すると、次のようなイメージになります。
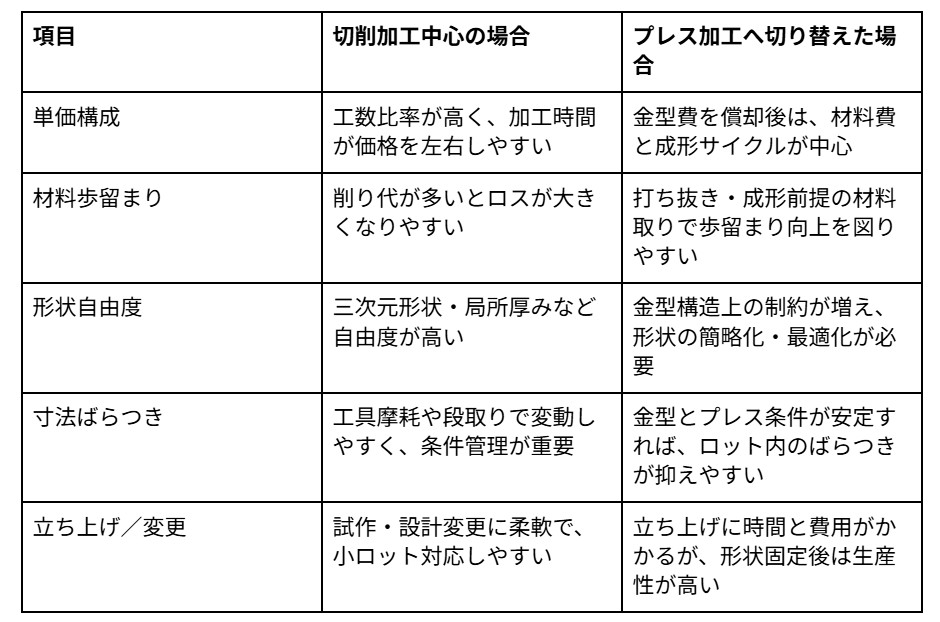
プレス加工だけで最終形状・精度を満たせない場合でも、プレスで荒形状を作り、要所のみ切削で仕上げる構成にすることで、総工数を抑えつつ、必要な品質を確保しやすくなります。切り替え検討時には、現状の切削工数と材料ロスを見える化し、プレス金型費の償却可能ロットや、形状変更の許容範囲を具体的に比較することが重要です。
4.3 切削後加工を前提としたインパクト加工のハイブリッド活用例
インパクト加工と切削加工を組み合わせると、両者の得意分野を活かしてコストと品質のバランスを取りやすくなります。インパクト加工で外形・内径の大まかなシルエットと肉厚分布を成形し、その後の切削で嵌合部やシール面、ねじなどの精密形状を仕上げる構成です。これにより、削り代を大幅に減らしつつ、最終的な精度・面粗さは切削で確保できます。
このハイブリッド構成では、インパクト加工側での絞り比や肉厚分布設計と、切削側でのチャッキング方法や基準面の取り方をすり合わせることが成功のポイントになります。例えば、切削で基準にしたい面や径を、インパクト段階で安定して出せるように金型を設計しておくと、後工程の段取りと寸法安定性が向上します。「インパクトでここまで作る」「切削でここから仕上げる」という分担を前提に設計することで、加工コストの境界線を自ら有利な側に引き寄せることができます。
5. 難加工材や複雑形状で失敗しない加工方法の選び方
5.1 難加工材・薄肉形状におけるインパクト加工と切削加工のリスク比較
高強度系や加工性の劣るアルミ材では、インパクト加工・切削加工ともにリスクが増加します。
・インパクト加工:割れ・シワ・肉厚ムラのリスクが高まり、金型負荷とトライ回数が増加
・切削加工:工具摩耗・溶着・ビビりが発生しやすく、段取り工数が増加
・薄肉形状ではクランプや加工中の変形管理が課題
難加工材では「どのリスクを管理できるか」を基準に工法選定し、材質や肉厚の見直しで安定化を図ることが重要です。
5.2 大ロット・長期安定供給を見据えた加工方法変更の検討プロセス
大ロット品や長期にわたる安定供給が前提の案件では、目先の単価だけでなく、将来の設変や設備更新も含めたトータルコストを意識して加工方法を選ぶ必要があります。
・現行工法(多くは切削中心)の単価構造と、工数・材料ロスの内訳を整理する
・量産立ち上げ後のロット規模・ライフサイクル・設計変更の頻度を見積もる
・インパクト加工やプレス加工への切り替え案を作り、金型費と償却ロットを試算する
・形状・公差の見直しを前提に、ハイブリッド工法も含めた複数シナリオを比較する
・将来のライン増設・海外展開・材料変更などの可能性も踏まえ、最もリスク許容度の高い案を選定する
このプロセスを踏むことで、短期的には切削のままの方が安く見える案件でも、数年スパンや累計数量で見れば、インパクト加工やプレス加工への切り替えが有利になるケースを見つけやすくなります。
特に、大ロット・長期供給前提の品目では、「いつ工法変更するか」を早期に決めて準備を進めること自体が重要なコスト対策になります。
5.3 試作段階から量産までを見通した加工コストシミュレーションの考え方
試作から量産までを一貫して見通すことは、アルミ加工のコスト最適化に直結します。試作を切削だけで行い、そのままの工法で量産に入ってしまうと、後からインパクト加工やプレス加工への切り替えを検討した際に、形状や公差が最適化されておらず、金型設計が難しくなる場合があります。
望ましいのは、試作段階で量産工法の候補を複数想定しておき、それぞれについて大まかなコストとリスクをシミュレーションしておくことです。例えば、切削単独案、インパクト+切削案、プレス+切削案などを想定し、それぞれの材料歩留まり、加工時間、金型費、立ち上げ期間を比較します。そのうえで、初期は切削で試作しながら、量産ではインパクト加工を主軸に据えるといった「移行シナリオ」を含めて評価すると、後戻りの少ない工法選定がしやすくなります。試作図面の時点で、将来の工法変更を見据えた形状・公差の取り方を意識しておくことが、結果としてトータルコストの抑制につながります。
6. 昭和軽金属工業株式会社にアルミインパクト加工を相談する価値
6.1 インパクト加工で切削加工コストの悩みを解消したい企業に向いている理由
昭和軽金属工業は、アルミインパクト加工による工程集約でコストダウンを提案可能です。
・切削で対応していた深絞り・薄肉筒形状を一度の加工で成形
・図面段階での形状・公差見直しにも対応
・難加工材や他社で断念された案件も検討可能
「切削加工のままで本当に良いのか」を一緒に検討できる、現実的な選択肢を提供できる企業です。
6.2 多様なアルミ加工技術と豊富な実績がもたらす提案力と対応力の強み
昭和軽金属工業株式会社は、インパクト加工だけでなく、鍛造、板金、絞り・成形、ヘラ絞り、溶接、切削、プレス、鋳造、押し出し、表面処理といった幅広いアルミ加工技術をカバーしています。そのため、特定の工法にこだわらず、製品仕様や数量、求められる品質に応じて、適切な工法や工程構成を選べるのが強みです。日用品から機械部品まで、これまでに多数の製品を手掛けてきた実績も、提案の幅と具体性を支えています。
多様な技術を自社で扱っているからこそ、インパクト加工単独ではなく、切削やプレス、溶接などとの組み合わせを前提とした最適化提案が可能です。例えば、インパクトでの粗形状成形と、その後の切削・表面処理までを見通したうえで、工程集約や品質安定の観点からベストな構成を検討できます。
単に「インパクト加工に変える」だけでなく、「複数のアルミ加工技術をどう組み合わせるか」まで含めて考えられる点が、同社の大きな対応力と言えるでしょう。
6.3 初めてのアルミ加工相談でも進めやすい見積り・検討の流れ
昭和軽金属工業株式会社では、アルミ加工が初めての企業や、新しい形状・材質に挑戦したい企業からの相談にも対応しています。具体的な加工方法が決まっていない段階でも、図面案や要求仕様をもとに、適した工法や工程構成を一緒に検討していく進め方が可能です。
・現状の図面や仕様、数量・スケジュールの条件を共有する
・インパクト加工やその他工法の適用可能性を、形状・材質の観点から検討する
・切削単独案、インパクト+切削案など、複数工法の概算見積りや比較条件を確認する
・必要に応じて、試作ステップや量産移行時の想定も含め、段階的な進め方をすり合わせる
このように、工法選定や図面見直しの段階から相談できるため、「どこがコストの境界線か分からない」という状態からでも、一緒に最適解を探っていけるプロセスになっています。インパクト加工やアルミ加工全般の知見を背景に、単なる見積り提示にとどまらない検討の伴走が期待できる点が特徴です。
インパクト加工と切削加工の違いを理解して最適なアルミ加工コストを実現しよう
アルミ加工のコスト削減と高品質を両立する解決策
昭和軽金属工業は、創業90年の実績を活かし、コストを削減しながらも高品質なインパクト加工を提供します。複雑な材料や工程にも対応可能です。
https://www.showa-keikin.co.jp/
監修者

- 取締役社長
中 保博
昭和軽金属はアルミの加工だけにとどまらないご相談を大切にしています。
設計通りに加工することは簡単です。
その背景にある、お客さまがアルミを加工したい目的はなにか、どのようなカタチで最終品として使われるのか、どうしたら便利に利用されるか。
アルミ加工+「X」を考えてお話することで、お客さまや消費者さまの「!」を生み出します。