アルミのお役立ち情報
Column
2026.4.28
冷間鍛造アルミの利点と課題を解説|最適加工の選び方
冷間鍛造アルミの基礎から、そのメリットと技術的課題を詳細に解説します。コスト削減や品質安定のヒントを提供し、最適な加工方法の選び方を紹介します。
アルミ部品の軽量化やコストダウンを検討するとき、「冷間鍛造を使うべきか」「アルミで本当に成り立つのか」で悩む場面は多いはずです。ここでは、アルミの冷間鍛造の基礎から技術的な難しさ、メリット・限界、コストダウンの考え方、他工法との組み合わせ、加工先を選ぶ際の視点までを整理します。冷間鍛造にこだわりすぎず、最適な加工プロセスを選ぶための判断材料として役立ててください。
1. アルミの冷間鍛造とは何かを基礎から整理する
アルミの冷間鍛造は、常温付近でアルミ材に圧力をかけて塑性変形させ、所定の形状に成形する加工です。鋼の冷間鍛造技術をベースにしながらも、アルミ特有の柔らかさや熱伝導性を踏まえた考え方が求められます。ここではまず、他の鍛造との違いと基本プロセス、そしてどのような分野で活用されているかを整理します。「冷間鍛造にすべきか」を判断するうえでの前提知識として押さえておくと、後の検討がスムーズになります。
1.1 冷間鍛造と熱間鍛造・温間鍛造の違いを理解する
冷間鍛造は、素材を再結晶温度以下の比較的低い温度で成形するため、寸法精度や表面粗さに優れた部品が得られます。一方で変形抵抗が高くなるため、成形荷重や金型への負荷が大きく、形状や材質によっては割れやすくなる傾向があります。
熱間鍛造は高温で加工するため成形性が高く、大きな変形量にも対応しやすい半面、スケールや寸法変動が生じやすく、後加工が増えがちです。温間鍛造はその中間領域で、精度と成形性のバランスを狙う工法です。
アルミの場合、熱伝導性が高いため温度管理が難しく、冷間・温間・熱間のどこに軸足を置くかが設計段階からの重要な検討ポイントになります。
1.2 アルミ材を冷間鍛造する際の基本プロセスの流れ
アルミ冷間鍛造のプロセスは、一般的な鋼の冷間鍛造と似ていますが、素材準備や潤滑、トリミングの考え方がやや異なります。代表的な流れを整理しておくと、工程設計や見積もり検討がしやすくなります。
1,素材選定と切断(ビレット・コイルなどから寸法を決定し、必要長さに切断する)
2,素材前処理(面取り、洗浄、必要に応じて潤滑被膜処理や軟化処理を行う)
3,冷間鍛造成形(アップセット、後方押出し、前方押出しなど複数工程で形状を追い込む)
4,トリミング・穴あけ等の二次加工(不要部の除去や形状の微調整、貫通穴加工など)
5,熱処理・矯正・ショットなど(必要に応じて機械的性質や寸法の安定を図る)
6,仕上げ・検査(バリ取り、表面処理前の仕上げ、寸法・外観・組成検査など)
この一連の流れを前提に、どこまでを冷間鍛造で担い、どこからを切削や板金に任せるのかを分担設計することが、結果としてコストと品質のバランスを最適化する近道になります。
1.3 アルミ冷間鍛造が活用される主な製品分野と用途
アルミ冷間鍛造は、「軽くて強い」「高精度」「量産性が高い」といった特徴を活かせる分野で特に有効です。代表的な分野を整理しておくと、自社の製品が対象になり得るかをイメージしやすくなります。
・自動車・輸送機器(足回り部品、ブレーキ・ステアリング部品、ハウジング類)
・電機・電子機器(ヒートシンク、筐体、接続部品、シールド部品)
・産業機械・装置(エアシリンダ部品、ポンプ・バルブまわりの部品)
・日用品・スポーツ用品(ハウジング、ケース、ジョイント部品など)
・エネルギー・空調関連(コンプレッサ部品、コネクタ、機構部品)
これらの分野では、冷間鍛造だけで完結させる場合もあれば、絞り加工や切削と組み合わせるケースも少なくありません。
用途や要求精度、ロットに応じて、冷間鍛造の「役割」を決める発想が求められます。
2. アルミ冷間鍛造が難しいと言われる理由と技術的課題
アルミの冷間鍛造は、鉄鋼系材料の冷間鍛造と比べて技術ハードルが高いとされます。その背景には、材料特性や潤滑の難しさ、金型寿命、設備負荷など複数の要因が絡みます。ここでは一般的な課題を整理し、どのような点に注意してパートナーや工法を選ぶべきかを見ていきます。「なぜ難しいか」を理解しておくと、見積もりや試作段階での期待値合わせがしやすくなります。
2.1 アルミ特有の材質特性と冷間鍛造への影響
アルミは比重が小さく柔らかいイメージがありますが、冷間鍛造ではその特性が必ずしも「加工しやすさ」には直結しません。高い熱伝導性と低い弾性率、加工硬化の進み方などが、成形荷重や割れやすさに影響します。
また、合金系によって強度・延性・加工性が大きく異なり、同じアルミでも鍛造性が良好なものと難しいものがあります。冷間で大きな変形を一度に与えると、内部応力や割れのリスクが高まるため、工程分割や事前処理が重要です。
「アルミならどれも冷間鍛造できる」と考えず、材質選定の段階から鍛造性を検討することが不可欠です。
2.2 加工くず・割れ・寸法精度などアルミ冷間鍛造の代表的な問題点
アルミ冷間鍛造でよく問題になるのが、割れ・表面欠陥・寸法変動です。押出しやアップセット時の金型内の金属流動が適切でないと、局所的にひずみが集中し、ラップやシーム、割れが発生しやすくなります。
芯ずれやスプリングバックによって寸法や同軸度、真円度が設計値から外れやすいこともあります。さらに、切削レスを狙いすぎると、後工程での微小な仕上げ余量が不足し、組立やシール性に影響する場合もあります。
こうしたトラブルを抑えるには、「金型・工程・後加工のバランス設計」を前提に、冷間鍛造の役割と限界を初期から共有しておく姿勢が重要です。
2.3 金型設計・潤滑・設備面で求められる技術要件
アルミ冷間鍛造では、金型設計と潤滑技術、プレス設備の能力が品質を大きく左右します。金型は応力集中を避ける形状設計と十分な剛性・冷却性が求められ、鋼材や熱処理仕様も慎重に選ぶ必要があります。
潤滑についても、アルミは凝着しやすく、金型摩耗や焼き付きの抑制が課題になります。適切な潤滑剤の選定や前処理方法、供給方式などがポイントです。設備面では、必要荷重だけでなくストローク精度や速度制御、搬送・自動化との整合も考慮されます。
これらの要件に対応できる体制かどうかが、アルミ冷間鍛造を安心して任せられるかの判断材料になります。
3. アルミ冷間鍛造で期待できるメリットと限界
アルミ冷間鍛造は、うまくハマれば大きなコストメリットや軽量化効果が得られますが、すべての部品に適用できるわけではありません。ここでは、切削加工との比較や軽量・高強度化への寄与、適用しやすい条件の目安を整理します。「どこまで期待できて、どこからは別工法を検討すべきか」を明確にすることが、失敗しない工法選定につながります。
3.1 切削加工との比較で見たコスト・歩留まり・リードタイム
切削と冷間鍛造を比較する際は、単純な加工費だけでなく、材料歩留まりやリードタイムも含めてトータルで評価する必要があります。一般的な特徴を整理すると次のようになります。
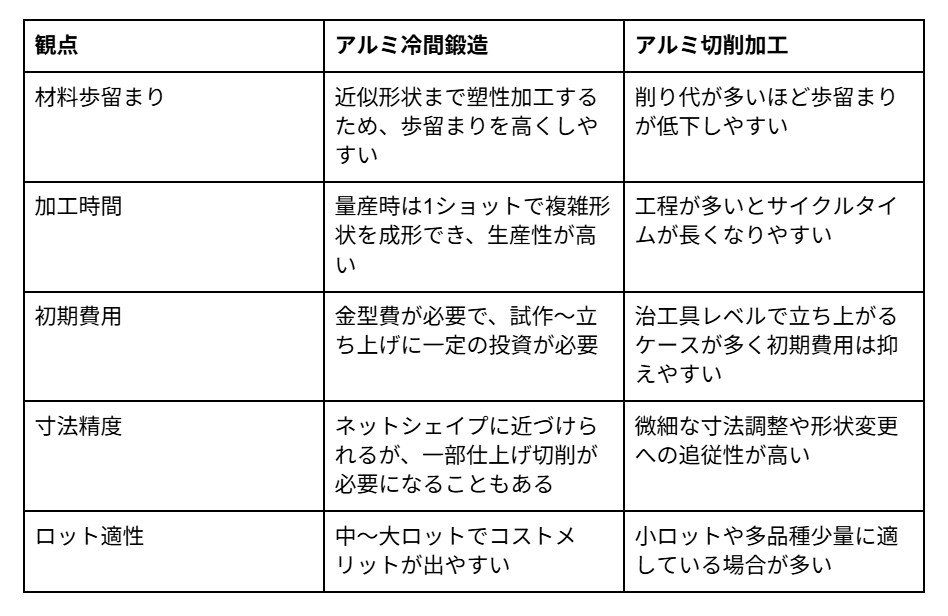
このように、冷間鍛造は中長期的な量産を前提とした場合に効果を発揮しやすい工法です。一方で設計変更の頻度が高い部品や、小ロット生産が中心の部品では、切削主体の方が結果として合理的になることもあります。
ロット・設計安定性・材料費のインパクトを合わせて検討することが重要です。
3.2 軽量化・高強度化・省エネルギー化への貢献
アルミ冷間鍛造は、材料そのものが軽いだけでなく、加工方法としても軽量・高強度化、省エネルギー化に寄与しやすい側面があります。鍛造によって金属組織が繊維状に流れ、強度や疲労特性が向上することで、肉厚や断面を見直せる可能性があります。
また、冷間プロセスであるため加熱炉などのエネルギー消費を抑えられる場合もあります。さらに、切削くずが大幅に減れば、再溶解・再圧延などのエネルギーも削減できます。もちろん、実際の強度やエネルギー削減量は設計条件で大きく変わるため、構造解析や試験結果とあわせて冷間鍛造のメリットを評価する姿勢が欠かせません。
3.3 冷間鍛造が適している形状・ロット・材質条件の目安
冷間鍛造が適しているのは、例えば軸対称形状や肉厚にメリハリのある形状、繰り返し荷重を受ける機能部品などです。中〜大ロットで継続的に生産され、寸法や形状が比較的安定している部品ほど、金型投資を回収しやすくなります。
材質面では、純アルミ系よりも、一定の強度と延性を両立した汎用アルミ合金が対象になることが多く、熱処理条件との組み合わせも重要です。一方、極端に薄肉なフィン形状や、複雑なアンダーカットを多く含む部品などは、冷間鍛造単体では難易度が高くなります。「鍛造+二次加工」で現実的に成立するかどうかを、早い段階で擦り合わせることが、工法選定の目安になります。
4. アルミ冷間鍛造のコストダウンと品質安定の考え方
アルミ冷間鍛造でコストダウンと品質安定を両立させるには、加工現場だけでなく、設計・調達の段階からの取り組みが不可欠です。形状や公差の見直し、発注先の選び方、試作から量産へのつなぎ方など、上流での判断が結果に大きく影響します。ここでは、設計時のポイントと海外発注でのリスク、試作〜量産一貫のメリットを整理します。
「後工程で何とかする」のではなく、前工程でリスクを減らす発想が重要です。
4.1 設計段階から見直すべき形状・公差・材質のポイント
設計の時点で冷間鍛造の特性を織り込んでおくかどうかで、後のコストとトラブル発生率が大きく変わります。以下の観点を意識しておくと、現実的な設計に近づきます。
・鍛造で再現しづらい微細形状を、どこまで後加工に委ねるかの切り分け
・必要機能に対して過剰な公差・面精度になっていないかの検証
・肉厚遷移部や角部のR設定を見直し、応力集中と割れリスクを低減する設計
・材質の鍛造性と機械的特性のバランスを踏まえた合金・熱処理条件の検討
・組立・シール・溶接など、後工程を含めたトータル最適化の視点
これらを図面作成後ではなく構想段階から検討できれば、大きな設計変更や金型手直しを避けながら立ち上げる可能性が高まります。
4.2 海外発注で起こりがちなトラブルと国内加工でのリスク低減
アルミ冷間鍛造を海外に発注する場合、コストメリットが見込める一方で、品質やコミュニケーション面でのリスクがつきまといます。代表的なのは、図面解釈の違いや工程管理の差異に起因する寸法バラつき、表面欠陥、材質のばらつきなどです。
また、不具合が発生した際のフィードバックや再発防止までのリードタイムが長くなり、量産ラインへの影響が大きくなるケースもあります。さらに、輸送リードタイムや為替変動、国際情勢の変化といった外部要因も無視できません。
国内での加工では、こうしたリードタイムやコミュニケーションのリスクを抑えやすく、試作段階からの細かな仕様調整もしやすくなります。
部品の重要度やサプライチェーン全体のリスクを踏まえて、海外・国内の使い分けを検討する視点が求められます。
4.3 試作から量産まで一貫対応することによるコスト最適化
アルミ冷間鍛造の立ち上げでは、試作と量産で加工先を分けると、工程や金型仕様の違いから、量産開始後に問題が顕在化することがあります。試作専用の簡易金型と量産金型では挙動が異なることも多く、条件の再現性が課題になります。
一方で、試作から量産まで一貫して対応できる体制であれば、試作段階から量産を見据えた工程設計や金型構造の検証がしやすくなります。また、設計変更や仕様見直しも蓄積したデータをもとに行えるため、無駄なトライを減らせます。
結果として、初期投資と量産コストのバランスをとりつつ、立ち上がり時のトラブルや手戻りを抑えやすくなる点が、一貫対応の大きなメリットです。
5. 冷間鍛造だけに頼らないアルミ加工プロセス選定の視点
アルミ部品の開発では、「冷間鍛造で全部作る」のではなく、板金や絞り、ヘラ絞り、切削といった他工法との組み合わせを前提に考えることが重要です。また、インパクト加工のような特徴的な工法も選択肢に加えることで、コストやリードタイムの改善余地が広がります。
ここでは、複合工法の考え方とインパクト加工の特徴、加工方法別の進め方を整理します。
工法を目的にするのではなく、「求める機能とコスト」から逆算してプロセスを組み立てる視点がポイントです。
5.1 冷間鍛造と板金・絞り・ヘラ絞り・切削を組み合わせる発想
アルミ部品は、冷間鍛造だけで全ての形状を作るのが難しい場合もあります。深絞り形状や薄肉シェル、複雑な外周形状は板金や絞り加工のほうが適していることも多く、用途に応じて工法を組み合わせる発想が重要です。例えば、強度が必要な機能部は冷間鍛造、外装やカバーは板金・絞りで成形し、最後に溶接や機械加工で一体化する設計が有効です。部品を分割し機能ごとに最適な加工を選ぶことで、コストと性能のバランスを取りやすくなります。
複合工法を検討する際のポイント
・強度が必要な部分は冷間鍛造で成形
・薄肉や外周形状は板金・絞りを活用
・機能部のみ鍛造ブロック化する設計
・最終工程で溶接や切削を組み合わせる
・部品分割による材料コストの最適化
工法の得意分野を理解して設計段階から組み合わせることが、効率的な製品づくりにつながります。
5.2 インパクト加工によるスピードアップとコスト削減の特徴
インパクト加工は、冷間状態で高速パンチを打ち込み、1ストロークで深いカップ形状や薄肉中空形状を成形できる工法です。アルミとの相性が良く、深絞りや押出しを組み合わせることで、軽量で精度の高い部品を短時間で量産できる点が特徴です。従来は板金・溶接・切削を組み合わせていた部品でも、一体成形へ置き換えることで工程削減や材料歩留まり向上が期待できます。ただし、金型設計や潤滑技術の難易度が高く、形状制約もあるため、初期設計段階から検討することが重要です。
インパクト加工の主な特徴
・1ストロークで深絞り・中空成形が可能
・工程数削減によるコストダウンが期待できる
・常温加工のため加熱設備が不要
・高速量産に適した工法
・金型設計の難易度が高く形状制約がある
加工方法の特性を理解したうえで採用を判断することが、成功する設計のポイントです。
5.3 加工方法別に検討したいアルミ部品開発の進め方
アルミ部品の開発では、最初から工法を固定するのではなく、複数の選択肢を並べて比較検討するプロセスが有効です。検討の流れの一例を挙げると次のようになります。
1,部品の機能要件・荷重条件・使用環境を整理し、必要な強度・剛性・精度レベルを明確にする
2,冷間鍛造、インパクト加工、板金・絞り、ヘラ絞り、切削などの候補工法を挙げ、ロット・形状・材質との適合性を評価する
3,有力な工法について、試作・簡易評価(CAEやモックアップを含む)を行い、コスト・品質・立ち上げ難易度を比較する
4,採用工法を前提に設計の最適化(形状変更、公差見直し、材質再検討など)を行う
5,量産を見据えた金型・工程設計と、サプライチェーン全体のリスク評価を実施する
このように段階を踏んで検討することで、
「とりあえず従来工法で」という惰性や、「新工法に過度な期待をかける」といった偏りを避けられるようになります。
6. アルミ加工で冷間鍛造を検討するなら昭和軽金属工業へ
アルミ冷間鍛造は、メリットと難しさの両方を持つ工法です。そのポテンシャルを引き出すには、冷間鍛造だけでなく、インパクト加工や板金・絞り、切削などを組み合わせたトータルな提案ができるパートナーが重要になります。ここでは、昭和軽金属工業株式会社がどのような課題に応えられるか、どのような強みを持っているかを紹介します。アルミ部品の加工方法を見直したい場合の選択肢の一つとして、検討の参考にしてください。
6.1 アルミ冷間鍛造やインパクト加工で解決できる課題の例
昭和軽金属工業では、アルミ冷間鍛造やインパクト加工を中心に、さまざまな課題に対応してきました。代表的なものを挙げると次のようなケースがあります。
・切削主体のアルミ部品で材料ロスが大きく、コストが高止まりしている課題
・溶接や組立工程が多く、品質の安定と工数削減の両立が難しい課題
・海外調達品の寸法バラつきや納期遅延に悩まされている課題
・軽量化・高強度化を進めたいが、現行工法では形状の自由度が限られている課題
・立ち上げスピードを重視しつつ、中長期的な量産コストも下げたい課題
こうした場面で、昭和軽金属工業は冷間鍛造やインパクト加工を軸に、必要に応じて板金・絞り・ヘラ絞り・切削・溶接・表面処理まで組み合わせた提案を行っています。
6.2 創業90年の経験とネットワークによる提案型アルミ加工の強み
昭和軽金属工業は、大阪府大東市を拠点とする創業90年のアルミ加工会社です。長年にわたり、日用品から機械部品まで10万種類を超える製品に携わってきた経験があります。この中で培ったのは、図面どおりに加工するだけでなく、設計意図やその背景にある目的まで踏み込んで考える姿勢です。
アルミの鍛造やインパクト加工だけでなく、板金・絞り・ヘラ絞り・切削・溶接・表面処理など多様な加工に対応できることに加え、大阪という立地を活かした協力会社とのネットワークも活用し、最適なプロセス構成を検討します。「コスト・品質・納期のどこに重点を置くか」といった上流の相談から一緒に考えられることが、提案型の強みです。
6.3 試作から大ロット量産まで安心して相談できる理由
昭和軽金属工業では、試作から大ロット量産まで一貫して対応しており、立ち上げ段階から量産フェーズまでを通した視点で提案できる体制があります。小ロットの試作であっても、将来の量産を見据えた素材・工法・工程設計を意識し、後戻りを最小限に抑える考え方を重視しています。
また、海外発注での品質不安や価格高騰への対応といった課題に対しても、国内ならではのきめ細かなコミュニケーションと、安定した品質管理で応えています。大ロットの量産案件だけでなく、他社では対応が難しいとされた案件や試作品にも柔軟に取り組んできた実績があり、
アルミ加工全体の最適化を視野に入れた相談がしやすいパートナーといえます。
7. アルミ冷間鍛造のポイントを押さえて最適な加工方法を選ぼう
アルミの冷間鍛造は、軽量化やコストダウン、品質安定に大きく貢献し得る一方で、材質特性や金型・潤滑・設備など、技術的なハードルも伴う工法です。切削や板金・絞り、ヘラ絞り、インパクト加工といった他の工法とも比較しながら、ロットや形状、設計安定性、サプライチェーンのリスクまで含めて総合的に判断することが大切になります。冷間鍛造を「ゴール」にするのではなく、製品の目的達成のための一つの手段として位置付け、その適用範囲と限界を理解したうえで活用することが、失敗しない加工方法選定のポイントです。
アルミの冷間鍛造なら昭和軽金属工業にご相談を
昭和軽金属工業は90年の歴史を持つ老舗のアルミ加工会社です。低コストで高品質なインパクト加工技術を駆使し、生産スピードやコスト面での課題を解決します。ご要望に応じた付加価値のある提案で、製品の品質を向上させます。
https://www.showa-keikin.co.jp/
監修者

- 取締役社長
中 保博
昭和軽金属はアルミの加工だけにとどまらないご相談を大切にしています。
設計通りに加工することは簡単です。
その背景にある、お客さまがアルミを加工したい目的はなにか、どのようなカタチで最終品として使われるのか、どうしたら便利に利用されるか。
アルミ加工+「X」を考えてお話することで、お客さまや消費者さまの「!」を生み出します。