アルミのお役立ち情報
Column
2026.5.18
絞り加工とインパクト加工の違いを徹底解説|選び方のポイントも解説
絞り加工とインパクト加工の違いを深く理解し、それぞれの特長や製品形状との適性を比較。加工方法選定時の迷いやすいポイントと選び方を詳しく解説します。
アルミの絞り加工とインパクト加工は、どちらも「カップ形状」や「筒状」の部品を作る代表的な工法ですが、仕組みや得意な形状、コスト構造は大きく異なります。違いを曖昧なまま進めてしまうと、量産段階で割れやシワ、コストオーバーなどの問題になりがちです。本記事では、両者の基本から「どんな形状ならどちらが向くのか」「深絞りの限界を越えるにはどう考えるか」を整理し、加工方法選定の判断材料となるポイントを解説します。
1. 絞り加工とインパクト加工の違いを押さえる目的
1.1 絞り加工とインパクト加工の基本的な位置付け
絞り加工とインパクト加工は、どちらも金属板やビレットを変形させて中空形状を作る塑性加工ですが、工程や考え方に大きな違いがあります。整理すると以下のようになります。
絞り加工
・プレス機と専用金型を使用
・板材を徐々に立ち上げ、段階的に成形
・複数回に分けて加工することで厚みや形状の精度をコントロール
・複雑な立体形状を安定して作れる
インパクト加工
・主にアルミなど軟らかい金属を対象
・短時間で大きな力を加え、一気に押し出す
・工程が少なくスピード重視の加工向き
・形状や精度の管理は絞り加工ほど細かくできない
両者は見た目が似る場合もありますが、絞り加工は「段階的に成形する精密工程」、インパクト加工は「一気に押し出す高速工程」という考え方の違いがポイントです。
選び方の目安
・材料の性質や製品の精度要求、設備条件に応じて使い分け
・精密さ重視 → 絞り加工
・スピード重視 → インパクト加工
このように整理すると、初めて金属加工を学ぶ人でも工程の特徴を理解しやすく、現場での判断にも役立ちます。
1.2 なぜ絞り加工とインパクト加工の違いが重要になるのか
絞り加工とインパクト加工の違いが重要になる背景には、製品の形状要求やコスト要求の厳しさがあります。形状だけ見れば、どちらでもそれらしい形は作れますが、肉厚の均一性や深さ、面粗度、口元や底面の精度など、細かい条件を詰めていくと最適な加工方法は分かれてきます。
同じ図面でも、工法選定を誤ると工程数が増えたり、深絞りの限界を超えて割れが頻発したりして、量産で安定しません。早い段階で両者の特徴と適性を理解しておけば、試作から量産に移行するときの手戻りや金型作り直しを避けやすくなるため、その意味でも違いを押さえる重要性は高いといえます。
1.3 よくある誤解と検討時に起こりがちな行き詰まり
絞り加工とインパクト加工は、「どちらも筒をつくる=ほぼ同じ」と誤解されることが多く、検討が進むほど行き詰まりが出やすい分野です。典型的なつまずき方としては、次のようなものがあります。
・深さと径のバランスだけで判断し、板厚や底部形状を考慮していない
・絞り加工の延長で深さを増やそうとして、割れやシワ対策が限界に達する
・インパクト加工なら何でも一工程で済むと考え、トリミングや後加工を見落とす
・材質や板厚公差の影響を過小評価し、試作と量産で結果が大きく変わる
・「とりあえず絞り加工で」と決めてしまい、インパクト加工の検討を行わない
こうした誤解を避けるには、形状・材質・生産数量といった前提条件を整理したうえで、両工法を並べて検討する姿勢が重要です。
2. 絞り加工の仕組みと特長を基礎から整理
2.1 絞り加工とは何かとプレス加工との関係
絞り加工は、平らな板材を立体形状に仕上げるプレス加工の一種で、金属を引き込みながら成形する工程です。整理すると以下のようになります。
基本の流れ
・板材にパンチとダイを用いて力を加える
・板がダイ穴に引き込まれながら立ち上がる
・フランジ部が引き伸ばされ、底部と側壁が形成される
工程の種類
・浅い形状 → 1回の絞りで完了
・深絞り → 複数回に分けて徐々に深さを増す
特徴
・プレス機を使うため打ち抜きや曲げ加工と同じ設備で対応可能
・金属の流動を利用する「成形加工」に分類
・設備構成は比較的シンプルで多様な形状に対応可能
注意点
・限界を超えると割れやシワが発生しやすい
・条件設定(材料厚み・引き伸ばし比・潤滑など)が重要
ポイント:絞り加工は「板材を引き込みながら段階的に形を作る柔軟な成形法」であり、浅絞りから深絞りまで幅広く応用できるが、加工条件を誤ると不良が出やすい点に注意が必要です。
2.2 絞り加工で得意とする製品形状と用途の具体例
絞り加工が得意とするのは、比較的浅めから中程度の深さのカップ形状や箱形状です。底付き円筒はもちろん、角形の容器や段付き形状などにも対応しやすく、さまざまな業界で採用されています。具体的には、容器、筒状ケース、カバー部品、ハウジング類、簡易なタンクなど、板材からの立ち上げで成立する部品が多く挙げられます。特徴として、側壁の厚みは元の板厚に近い状態を保ちやすく、大きな肉厚変化を伴わないのが一般的です。絞り加工を検討する場面として、次のような用途が挙げられます。
・比較的浅いカップや容器を、板材からプレス成形したいとき
・角形や段付きなど、多様な平面形状を持つ部品を作りたいとき
・後工程で穴あけ・曲げ・溶接などを組み合わせる前提がある部品
・生産数量に応じて金型費と加工コストのバランスを取りたい案件
このような条件がそろうとき、絞り加工は有力な候補になります。
2.3 深絞り加工の限界と割れ・シワが出やすい条件
深絞りでは、板金を大きく引き込むため、どうしても材料への負荷が増えます。深さを追い求めるほど、パンチ肩部や円筒側壁に引張応力が集中し、割れのリスクが高まります。一方で、フランジ部には圧縮応力が作用するため、材料が寄りすぎるとシワとなって現れます。
限界に近づく条件としては、径に対して深さが過大な形状、過度に小さいR形状、絞り率が大きすぎる段階的な工程設計などが挙げられます。また、板厚が薄い、材質が硬い、潤滑が不十分といった要因も、割れ・シワの発生を助長します。
深絞り加工では、1工程あたりの絞り度合いを抑えつつ工程数を増やす、材料や潤滑を工夫するなど、限界を意識した設計と試作が不可欠になります。
3. インパクト加工の仕組みと特長を基礎から整理
3.1 インパクト加工とは何かと工程の流れ
インパクト加工は、主にアルミなどの材料を対象として、短時間に大きな力を加え、一気に押し出して中空形状を成形する工法です。一般的な流れは、次のようなステップで整理できます。
・所定寸法のビレットまたは板材から素材を準備する
・素材を金型にセットし、パンチで高速かつ大きな荷重を加える
・金属がダイ内を流動し、筒状やカップ状の形状に押し出される
・必要に応じて、トリミングや形状調整などの後工程を行う
特徴的なのは、短いストロークで大きな変形を与える点で、一般的な絞り加工よりも一度に大きな引き伸ばしを行えます。その結果、薄肉で深い形状や、比較的高い寸法精度が求められる部品を、少ない工程で成形しやすくなります。
3.2 インパクト加工で得意とする製品形状と用途の具体例
インパクト加工が最も得意とするのは、薄肉で深さのある円筒形状です。金属を押し出す過程で肉厚が薄く均一になりやすく、その特性を生かした製品が多く見られます。例えば、各種ケースやハウジング、アルミ缶や容器類、薄肉のパイプ状部品、機械内部の中空部材などが挙げられます。
特に、強度と軽量性のバランスが求められる用途では、薄肉でありながら底面と側壁の一体成形ができるメリットが大きいです。
複数工程の絞りでようやく到達できるような深さ・肉厚条件を、比較的少ない工程で実現しやすいのがインパクト加工の大きな特長といえます。
3.3 インパクト加工が生産スピードとコストに与える影響
インパクト加工は、一工程あたりの変形量が大きく、条件が合えば単一工程で最終形状に近いものを得られます。そのため、プレス回数を減らしやすく、工程短縮につながります。また、素材歩留まりが良くなるケースも多く、省資源・省エネルギーの観点からも注目されています。
生産スピード面では、1ショットごとの加工時間が短いうえ、工程数が少ないことが相まって、高いスループットを実現しやすくなります。一方で、金型に求められる精度や負荷は高くなるため、初期投資の検討は欠かせません。
総コストで見ると、一定以上のロット数や、薄肉・深絞りに近い難度の高い形状ほど、インパクト加工の優位性が出やすい構造になっています。
4. 絞り加工とインパクト加工の違いを製品形状から比較
4.1 肉厚・深さ・径など製品仕様から見た適性の違い
製品仕様から加工適性を考えると、絞り加工とインパクト加工では得意領域が明確に分かれます。
整理すると以下の通りです。
絞り加工の適性
・元板厚を大きく変えずに中程度までの深さを確保したい部品
・径の大きな部品、角形・段付き・フランジ付きなど自由度の高い平面形状
・比較的汎用性が高く、多様な形状に対応可能
インパクト加工の適性
・径に対して深さが大きい形状
・薄肉で軽量化したい円筒部品
・板材からの深絞りで限界に近い条件でも対応可能
仕様整理のポイント
・肉厚・深さ・径のバランスを確認
・容器の口元形状や底部形状の要求も加味
・加工方式ごとの強みを見極めて選択
ポイント:絞り加工は「形状の自由度と中程度の深さ」、インパクト加工は「深さと薄肉化」に強みがあります。仕様を決める際は、肉厚・径・深さのバランスと口元・底部の形状要求を合わせて比較することが重要です。
4.2 絞り加工とインパクト加工の形状・コスト・品質比較
絞り加工とインパクト加工の違いは、多方面から比較することで見えやすくなります。以下は、形状の自由度、コスト構造、品質面などを整理した一般的な比較例です。
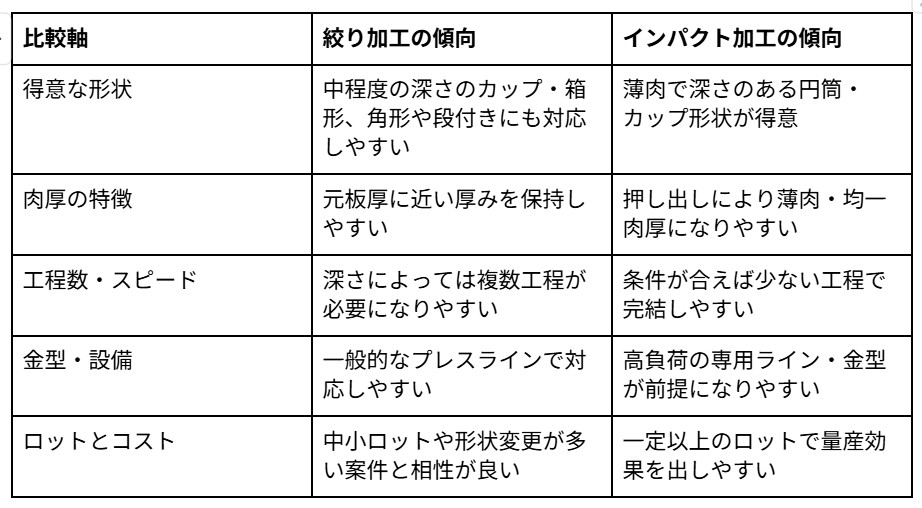
このように、どちらが一方的に優れているわけではなく、製品仕様と生産条件に応じて適材適所で選択していくことが求められます。
4.3 製品形状から見る「絞り加工かインパクトか」の判断ポイント
製品形状から加工方法を選ぶ際には、いくつかの観点を順にチェックすると整理しやすくなります。まず、径に対する深さがそれほど大きくなく、板厚もそれなりに確保したい場合は、絞り加工が第一候補になりやすいです。特に、角形や段付き、高さの異なる複数段が必要な場合などは、絞り加工やヘラ絞り、板金加工との組み合わせで検討することが多くなります。
次に、軽量化を強く求められ、薄肉で深さのある円筒を安定して量産したい場合には、インパクト加工が有力です。口元や底面の精度、内外面の面粗度など、要求品質によっても向き不向きが変わります。
最終的には、形状・材質・ロット・後工程とのつながりを踏まえ、複数工法を比較検討することが現実的な判断の近道になります。
5. 現場で迷いやすいケースと加工方法の選び方
5.1 アルミ絞りかインパクトか判断に迷う代表的な事例
こうした現場で迷いやすい条件は、「深さや肉厚の要求が高く、どちらの工法でも一長一短がある場合」です。整理するとポイントは以下の通りです。
絞り加工の場合
・深絞りになると工程数が増える
・割れやシワ対策に工夫が必要
・金型は比較的安価で汎用性は高い
インパクト加工の場合
・深さや薄肉化には対応可能
・設備・金型の初期投資が大きくなる
・後加工(フランジ形状、穴あけ)との組み合わせで制約が出やすい
判断のポイント
・一方に早々に決めず、複数案を並べて比較
・肉厚・深さ・径・後加工条件を総合的に考慮
ポイント:条件が複雑で制約が多い場合、絞り加工・インパクト加工の両方で検討し、工程・設備・コスト・後加工のバランスを確認することが迷いを減らす近道です。
5.2 深絞り加工の限界を超えたいときに検討すべき選択肢
深絞り加工で割れやシワが頻発し、限界が見えてきたときには、いくつかの方向性を検討することになります。1つは、工程をより細分化し、1回あたりの絞り量を減らす方法です。これは金型点数や加工時間が増える反面、安定性向上につながる場合があります。
もう1つは、材質や板厚、潤滑条件を見直し、加工性を高めるアプローチです。それでも難しい場合には、インパクト加工や鍛造加工との組み合わせ、あるいは溶接や機械加工を併用した別プロセスを検討することになります。
「深絞りで何とかする」発想に固執せず、同じ最終形状を別のルートで実現できないかを広い視野で見直すことが、限界突破のきっかけになることが多いです。
5.3 加工方法選定で押さえるべき打ち合わせ・検討項目
加工方法を決める際の打ち合わせでは、図面に書かれた寸法だけを見て判断すると、後からギャップが生じやすくなります。事前に共有しておきたい項目として、次のようなポイントがあります。
・製品の最終用途や使用環境(圧力・温度・荷重など)
・絶対に外せない寸法・公差と、ある程度融通の利く部分
・肉厚のばらつき許容範囲と、重量目標の有無
・生産ロットや将来的な量産計画、モデルチェンジ周期
・後工程(機械加工・溶接・表面処理など)との段取り
・試作段階で想定しているスケジュールや評価方法
これらを整理したうえで、絞り加工とインパクト加工それぞれの案を検討すれば、単純な単価比較では見えにくいトータルコストやリスクも見通しやすくなります。
結果として、量産立ち上げ後に大きな仕様変更をするリスクを抑え、安定した生産計画を組みやすくなるはずです。
6. アルミ加工の相談先としての昭和軽金属工業の強み
6.1 絞り加工とインパクト加工の両方に対応するメリット
昭和軽金属工業株式会社は、アルミの絞り加工とインパクト加工の両方に対応している点が大きな特徴です。
・両方の工法を現実的に比較可能
・製品形状やロットに応じた最適な加工方法を選定
・薄肉・深絞りでも周辺形状や後工程を考慮して使い分け可能
複数の工法を同じ土俵で比較できることで、最適な加工手段を選びやすく、設計や生産の自由度が高まります。
6.2 試作から量産までアルミ加工を一貫対応できる体制
昭和軽金属工業は、素材選定から加工、販売までを一貫して手がけているため、試作から量産立ち上げまでを通して相談しやすい体制を持っています。
インパクト加工、鍛造加工、板金加工、絞り加工、ヘラ絞り加工、溶接、切削加工、穴空け加工、外形抜き加工、曲げ加工、表面処理加工など、多様な工法を自社で扱っていることから、単一の工法に縛られない生産フローの設計が可能です。
試作段階では、形状や材質、ロットの見通しを踏まえ、工法の選定や変更も含めて検討することができます。
量産を見据えた試作と、量産段階でのコスト・品質最適化を同じ視点で考えられる点が、一貫対応体制の強みといえるでしょう。
6.3 深絞りや複雑形状など難加工案件への取り組み事例の特徴
昭和軽金属工業は、既存の加工会社では対応が難しいとされる案件にも積極的に取り組んできた実績があります。深絞りに近い形状や、複数の工法を組み合わせないと成立しない複雑形状についても、インパクト加工や絞り加工、鍛造、板金、機械加工などを組み合わせたトータルな提案が可能です。
創業から長年にわたり蓄積された10万種類以上の製品実績は、加工条件の引き出しの多さにつながっており、形状やロット、コスト要求に応じた柔軟なアプローチを取りやすくしています。
単純な「可否」の判断にとどまらず、製品の最終使用形態を踏まえて、どの工法の組み合わせが現実的かを一緒に検討していける点が、難加工案件で相談先として選ばれる理由になっています。
7. アルミ絞り加工とインパクト加工で迷ったら専門家に早めに相談しよう
アルミの絞り加工とインパクト加工は、一見似たような形状をつくる工法に見えますが、仕組みや得意領域、コスト構造には明確な違いがあります。特に、「深さ」「肉厚」「径」のバランスがシビアな製品や、軽量化と強度・精度の両立が求められる部品では、どちらの工法を選ぶかで量産の安定性が大きく変わります。図面を引く段階や試作の初期段階であれば、仕様を少し見直すだけで、より適した工法を選択できることも少なくありません。
絞り加工とインパクト加工のどちらが良いか判断に迷うときは、両方の工法に通じた専門家に早めに相談し、形状・材質・ロット・後工程を含めた全体像から検討を進めることが、結果的に遠回りを防ぐ近道になります。
絞り加工・インパクト加工の違いを昭和軽金属工業で解決
昭和軽金属工業は、創業90年の歴史と高精度なアルミ加工技術を誇る専門企業です。特にインパクト加工は生産スピードとコスト削減を実現し、様々な業界のニーズに最適なソリューションを提供します。
https://www.showa-keikin.co.jp/
監修者

- 取締役社長
中 保博
昭和軽金属はアルミの加工だけにとどまらないご相談を大切にしています。
設計通りに加工することは簡単です。
その背景にある、お客さまがアルミを加工したい目的はなにか、どのようなカタチで最終品として使われるのか、どうしたら便利に利用されるか。
アルミ加工+「X」を考えてお話することで、お客さまや消費者さまの「!」を生み出します。