アルミのお役立ち情報
Column
2026.7.2NEW
ダイカストとアルミ鍛造の違い|最適な加工方法の選び方
ダイカストとアルミ鍛造は、どちらもアルミ部品を作る代表的な工法ですが、原理も得意分野もまったく異なります。コストやリードタイムだけで判断すると、後工程での不具合や性能不足につながることも珍しくありません。
この記事では、ダイカストとアルミ鍛造の違いを製造プロセス・強度・コスト・設計自由度などから整理し、用途に応じてどちらを選ぶべきかを具体的に解説します。設計・調達担当の方が、迷いなく最適な加工方法を選べる判断軸をまとめました。
1. ダイカストとアルミ鍛造の違いを正しく理解する
1.1 ダイカストとアルミ鍛造は何が違うのか全体像を整理する
ダイカストとアルミ鍛造の大きな違いは、「溶かして流し込むか」「固体を圧縮して成形するか」という成形原理にあります。
ダイカストはアルミ合金を高温で溶かし、金型に高速・高圧で射出する鋳造の一種です。
一方アルミ鍛造は、固体状態のアルミ素材を加熱し、金型内で大きな力をかけて塑性変形させる工法です。
この違いによって、内部組織や欠陥の出方、形状自由度、コスト構造などが大きく変わります。
一般に、ダイカストは複雑形状・量産向き、鍛造は高強度・高信頼性が必要な部品に向く
と理解すると、全体像をつかみやすくなります。
1.2 アルミ加工でダイカストと鍛造のどちらを選ぶべきか迷う背景
現場で工法選定に迷いやすいのは、ダイカストと鍛造がどちらも「金型を使うアルミの量産方法」という点で似て見えるからです。加えて、見積りを取るとダイカストの単価が安く見えるケースが多く、その時点だけを見ると魅力的に映ります。
しかし、実際には必要強度や安全係数、使用環境、後工程の機械加工のしやすさなど、検討すべき条件が多岐にわたります。量産数量の見通しが不透明なことや、設計変更リスクも迷いの要因です。こうした背景から、初期コストを抑えたい思いと、長期的な信頼性を担保したい要求の間で、判断が揺れやすくなります。
1.3 ダイカストとアルミ鍛造の違いが製品性能に与える影響
ダイカストは溶湯を高速で金型に充填するため、薄肉形状や細かなリブ・ボスなども一体成形しやすい反面、内部に微細な鋳巣やガス巻き込みが残る可能性があります。これらは外観から分かりにくく、疲労強度や気密性に影響を与えることがあります。
一方、アルミ鍛造は塑性変形によって金属組織が繊維状に流れ、内部欠陥が圧着されやすい特徴があります。その結果、静的強度だけでなく疲労強度や衝撃特性が高くなる傾向があります。
同じアルミ合金でも、ダイカストか鍛造かで許容応力や肉厚設計の考え方が変わるため、工法の違いは安全率の取り方や軽量化の限界に直接関係してきます。
2. ダイカストの基本を押さえる:原理・特徴・得意分野
2.1 ダイカストの製造プロセスと使用されるアルミ材料の基礎
ダイカストは、金型を用いた高圧鋳造法の一種で、短時間で同一形状の部品を大量に成形できる工法です。代表的な工程の流れを、基礎的なポイントと合わせて整理します。
1,アルミ合金インゴットを専用炉で溶解し、使用する合金や設備条件に応じた温度に保つ
2,金型を所定温度に予熱し、離型剤を塗布して溶湯の充填性と離型性を確保する
3,スリーブに溶湯を計量投入し、プランジャで高圧・高速射出して金型キャビティに充填する
4,金型内で冷却・凝固させたのち、型を開いて鋳造品を取り出し、バリ取りなどを行う
使用されるアルミ材料は、鋳造に適したシリコン系アルミ合金が中心で、流動性や鋳造割れの抑制、寸法安定性を重視した組成が用いられます。機械的強度よりも、鋳造性と量産性を優先した材料設計になっている点が特徴です。
2.2 ダイカストならではのメリットと量産に向く理由
ダイカスト最大の利点は、金型さえ準備できれば短サイクルで同一形状を繰り返し成形できる点にあります。溶湯を高圧で一気に充填するため薄肉でも充填不良が起きにくく、複雑な3次元形状や多数のリブを一体で作りやすいのが特長です。
仕上がりの寸法精度も比較的高く、後加工を最小限に抑えられる設計を行えば、トータルコストを抑えることが可能です。
年間数千個〜数万個規模の量産で、ある程度形状が固定されている案件では、ダイカストの生産性が大きな武器になります。
また、量産中のサイクルタイムが安定しやすく、生産計画を立てやすい点も運用上のメリットです。
2.3 ダイカストで注意すべき欠陥と設計・加工上の制約
ダイカストでは、プロセス上どうしても「溶かして流し込む」ことによる欠陥リスクを抱えます。代表的なものに、鋳巣、ピンホール、ヒケ、湯じわ、離型不良などがあります。これらは金型設計や射出条件の最適化で抑制可能ですが、完全にゼロにはできません。
このため、構造部材として高い疲労強度や衝撃特性を要求する箇所には慎重な評価が必要になります。設計面では肉厚の急変部や局所的な厚肉形状、深いアンダーカットなどは欠陥の温床となりやすく、可能な限り避けたい条件です。
ダイカストを採用する場合は、「鋳造しやすい形」に設計を寄せることが前提となるため、自由設計との両立には一定のトレードオフが発生します。
3. アルミ鍛造の基本を押さえる:原理・特徴・得意分野
3.1 アルミ鍛造の製造プロセスと金属組織の特徴
アルミ鍛造は、アルミ素材を加熱し、金型の中で強い圧力をかけて塑性変形させる工法です。素材は完全に溶けるわけではなく、固体状態のまま加熱・加圧されて変形します。この際、金属内部の結晶粒が押しつぶされ引き伸ばされることで、繊維状の組織(ファイバーフロー)が形成されます。これが鍛造品特有の強度向上と靭性の源泉です。
プロセスとしては、ビレット切断、加熱、前鍛造(プリフォーム)、仕上げ鍛造、トリミング、熱処理、機械加工といった流れで進行します。組織が緻密になることで、内部欠陥が圧着されやすく、鋳造に比べて気泡や鋳巣といった空隙欠陥が少なくなるのが特徴です。
3.2 アルミ鍛造が高強度・高耐久部品に選ばれる理由
アルミ鍛造品は、鋳造材に比べて高い機械的特性を示しやすく、特に疲労強度や耐衝撃性に優れる傾向があります。これは、塑性変形により結晶粒が微細化し、ファイバーフローが荷重方向に沿うように設計できるためです。内部欠陥が少なく、応力集中を招く空隙が抑えられる点も有利に働きます。
このため、
人命に直結する安全部品や高い信頼性が要求される回転体、繰り返し荷重を受ける部品では、アルミ鍛造が選ばれやすい傾向があります。
また、後工程の熱処理により特性を調整しやすいこともあり、高強度と軽量化を両立したい場面で多用されます。
3.3 アルミ鍛造のコスト構造と適したロット・形状の考え方
アルミ鍛造は、専用金型の製作費に加え、加熱・鍛造・トリミング・機械加工などの工程を要するため、初期投資と加工コストが比較的高くなりがちです。形状も、ダイカストほど自由ではなく、抜き勾配や割型位置、素材流動を考慮した設計制約を受けます。
ただし、単体部品の強度が高いため、必要な肉厚を薄くできる場合も多く、全体として材料使用量を削減できるケースがあります。適したロット規模は部品サイズや形状にもよりますが、比較的中〜大量生産に向けた工法です。
設計段階で要求強度や安全率を精査し、「鍛造だからこそ達成できる軽量化・信頼性向上」が見込める場合に、コストに見合う選択肢となります。
4. ダイカストとアルミ鍛造の違いを比較しながら選定する
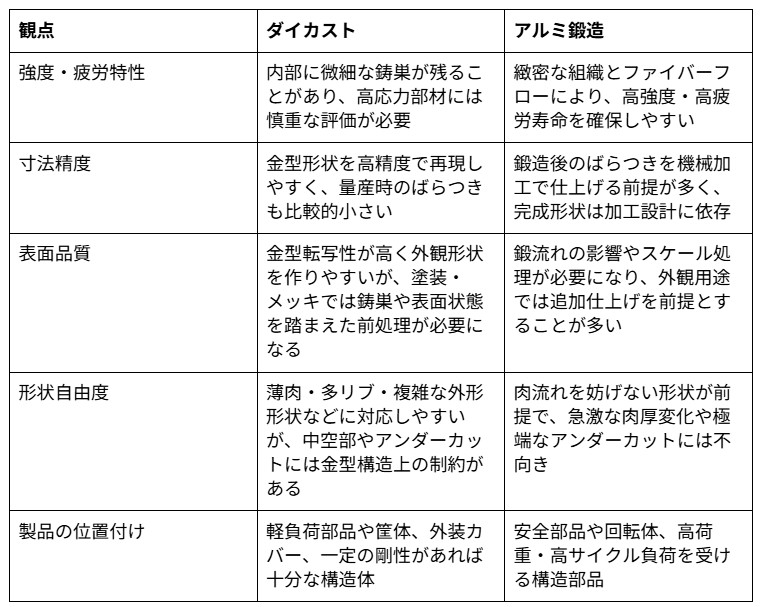
4.1 強度・寸法精度・表面品質から見たダイカストとアルミ鍛造の違い
ダイカストとアルミ鍛造を選定するうえで、多くの設計・調達担当が重視するのが強度、寸法精度、表面品質の3点です。ここでは一般的な特徴を一覧で整理し、おおまかな比較の目安とします。
4.2 コスト・リードタイム・量産性から見た最適な工法の選び方
コストやリードタイムの観点で工法を比較する際は、単価だけでなく、金型償却や歩留まり、後工程の加工コストまで視野に入れる必要があります。判断の糸口となるポイントを整理します。
・年間ロットと製品ライフから、金型費の回収可能性を評価する
・後加工の有無・工数を含めたトータルコストで比較する
・立ち上げスケジュールに対して金型製作・条件出し期間が許容範囲か確認する
・設計変更が想定される期間と金型改造の難易度を見積もる
・欠陥対策や品質保証にかかるコスト・工数を考慮する
短納期での試作や少量多品種が中心であれば別工法も含めた検討が必要になりやすく、長期安定量産が見込める場合ほど金型工法のメリットが生きてきます。
4.3 設計段階で検討したいダイカストとアルミ鍛造の使い分けパターン
設計の初期段階で工法を意識しておくと、後戻りの少ない形で仕様を固めやすくなります。一般的な使い分けのパターンとして、まず「構造部材か非構造部材か」を切り分ける考え方が有効です。
非構造部材や筐体・ハウジング類では、軽量化とコストの両立を優先してダイカストを第一候補とすることが多くなります。一方、荷重を支えるリンク部材や回転軸受部、ブレーキ周りなどは、鍛造を含めて高強度工法を前提に検討するケースが増えます。
さらに、
強度が要求される部位だけ鍛造や別素材でインサートし、周辺部をダイカストや他工法で一体化するハイブリッド構成も、設計自由度を高める選択肢の一つです。
5. ダイカストとアルミ鍛造で迷いやすいケーススタディ
5.1 自動車・産業機器部品におけるダイカストとアルミ鍛造の使い分け事例
自動車や産業機器分野では、同じアルミ部品でも用途に応じて工法が明確に分かれる傾向があります。例えば、エンジン周りのハウジングやトランスミッションケース、モーターフレームなど、主に筐体としての役割を持つ部品にはダイカストが広く利用されます。
一方、サスペンションアームやステアリング系統の一部、動力伝達に関わる機能部品など、繰り返し荷重や衝撃を受ける箇所にはアルミ鍛造が選ばれることが多いです。このように、同じ車両や設備の中でも、部品の役割に応じて工法が使い分けられています。
実務では「どの部位がどれくらいの安全率を必要とするか」を整理し、工法に落とし込むプロセスが重要です。
5.2 高精度・難加工形状で気をつけたい加工方法の検討ポイント
高精度や難加工形状の部品では、ダイカストか鍛造かだけでなく、その後にどの程度の機械加工を前提とするかが設計品質を左右します。寸法公差が厳しい面や嵌合部は、どの工法を選んでも最終的には切削仕上げが必要になることが多く、成形時のばらつきや反りの影響を受けにくい加工順序を検討する必要があります。
また、深い中空構造や複雑な内部流路を持つ部品では、ダイカストの設計自由度を活かしつつ、鋳巣リスクを許容できるかどうかの判断が求められます。
公差や形状の難易度が高いほど、「成形+機械加工」の組み合わせを前提に、どの工程にどこまでの役割を持たせるかを早期に検討することが重要です。
5.3 ダイカストから鍛造・他加工への置き換えを検討する際の手順
ダイカストで量産している部品について、強度や信頼性の観点から鍛造や他工法への置き換えを検討する場面もあります。その場合は、次のようなステップで検討を進めると整理しやすくなります。
1,現行品の不具合・懸念事項(クラック、変形、疲労破壊など)を整理し、工法固有の問題か、設計・使用条件に起因するかを切り分ける
2,必要強度や寿命、安全率を再定義し、材料・工法に求める性能要件を明文化する
3,鍛造、押出材+切削、板金・プレス+溶接など、候補となる工法を洗い出し、形状面・コスト面・ロット面での適合性を比較検討する
4,有望な工法について試作評価を行い、機械特性試験や実機評価を通じて、切り替えによる効果とリスクを定量的に確認する
置き換え案件では、既存金型の償却状況や生産ラインへの影響も踏まえた「全体最適」での判断が欠かせません。
6. 昭和軽金属工業株式会社に相談してアルミ加工方法を最適化する
6.1 ダイカストとアルミ鍛造で迷う設計・調達担当に向いている相談内容
ダイカストとアルミ鍛造のどちらが適切か判断に迷うときは、工法ごとの一般論だけで決めつけず、具体的な仕様や条件をもとに相談できるパートナーを持つと検討が進めやすくなります。昭和軽金属工業株式会社に相談すると有効な内容の例としては、次のようなものがあります。
・想定される荷重条件や使用環境に対して、必要な強度・安全率をどの工法で実現しやすいか
・年間ロットや製品ライフを踏まえたときの、金型工法と他工法のコスト・リードタイム比較
・現状図面をもとにした、アルミ材質や板厚・リブ構成の見直しと加工方法の提案
・既存ダイカスト品の不具合を踏まえた、鍛造や別工法への切り替え可否の検討
仕様段階から加工側の知見を取り込むことで、後戻りの少ない設計と安定量産につながります。
6.2 インパクト加工をはじめとした多様なアルミ加工技術の強み
昭和軽金属工業株式会社は、ダイカストやアルミ鍛造に限らず、インパクト加工、板金、絞り・成形、ヘラ絞り、溶接、切削、穴空け、外形抜き、曲げ、表面処理など、幅広いアルミ加工技術を保有しています。中でも同社が強みとするインパクト加工は、通常であれば複数の加工工程が必要な形状を一度の加工で成形できるケースがあり、工程短縮や一体化によるコスト削減に直結します。
これにより、ダイカストや鍛造だけでは難しい形状やロットにも柔軟に対応しやすくなります。
「アルミ加工+X」という考え方のもと、単一工法にとらわれず、複数の加工方法を組み合わせた提案ができる点が、加工方法の最適化における大きな強みです。
6.3 試作から大ロットまでアルミ加工を任せやすい理由
昭和軽金属工業株式会社は、90年以上にわたりアルミ加工に取り組んできた実績があり、10万種類以上の製品に対応してきた経験から、多様な業界・用途の要求に応えてきました。大阪という立地を活かしたネットワークにより、素材調達から各種加工、表面処理までを一体でコーディネートできるため、試作段階から量産立ち上げ、大ロット生産までの流れをスムーズに設計しやすい環境が整っています。
難加工材や高精度を求められる案件にも対応してきた背景から、品質面での要求が厳しい部品についても、加工方法や工程設計を含めて検討できます。
ダイカストとアルミ鍛造の比較検討だけでなく、別工法も視野に入れた「最適なアルミソリューション」を議論できる点が、パートナーとして任せやすい理由と言えるでしょう。
アルミ加工の課題解決は昭和軽金属工業へ
昭和軽金属工業株式会社は、90年以上の経験と豊富な技術力を背景に、難加工材への対応や高精度な加工を得意としています。ワンストップで高品質かつコスト効率の良いアルミ加工ソリューションをご提供します。
昭和軽金属工業株式会社
アルミ加工でお困りなら
まずはお気軽にご相談ください。
✓試作
✓短納期
✓難加工
✓コストダウン
お気軽にお問い合わせください。
【お問い合わせ】
監修者

- 取締役社長
中 保博
昭和軽金属はアルミの加工だけにとどまらないご相談を大切にしています。
設計通りに加工することは簡単です。
その背景にある、お客さまがアルミを加工したい目的はなにか、どのようなカタチで最終品として使われるのか、どうしたら便利に利用されるか。
アルミ加工+「X」を考えてお話することで、お客さまや消費者さまの「!」を生み出します。